
The powder sinter process is composed by the following steps:
– Material Selection: Material with aluminium base, Material with copper base, Material with iron base, stainless steel, Material for soft magnetic.
– Mixing: With this operation, various elements in the form of powder that will constitute the material of the component, are finely and homogeneously mixed, so that their concentration is as uniform as possible.
In many cases, blends already formulated by the manufacturer are used, in order to have the best quality guarantees.
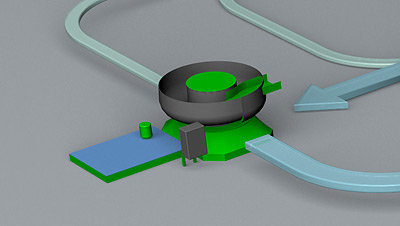
– Compaction: In this operation, the powder mixture is introduced into the mold. After closing, the various elements of the mold (punches, dies, cores, other) begin to move reciprocally in order to compact the powder, this operation ends with the extraction phase, in which the mold opens, and with appropriate movements, the compacted piece (that is called green parts) is gently extracted from the mold. At this point, the component has reached the specified density, and can be manipulated and sent for subsequent operations. When this operation takes place at temperatures of about 100-150 ° C above the ambient one (by suitably heating the elements of the mold and the powder itself) the operation takes the name of “hot compaction”, and the component reaches higher densities than with conventional compaction, the result is a progressive increase in all mechanical properties.
– Sintering: In this operation, the compacted piece called green, receive a thermal cycle, consisting of 3 main phases: Heating (which can also take place with intermediate stops) up to the sintering temperature, which obviously depends on the material being treated and on the characteristics that you want to get. Reamining for a determined time at the sintering temperature, also in this case the permanence time is a variable that depends on the material, but is in any case less influential than the residence temperature. Cooling down to room temperature. A particular note should be emphasized, specifying that is some years for certain components that a particular sintering treatment called “sinter hardening” has been pulled out modifying cooling speed in order to obtain on the steel grain Bainitic or martensitic structures. With this process, the parts that need to be heat treated can in some cases be functional with this sinter tempering operation. In recent years, R.biemme has equipped itself with modern ovens that can carry out this operation in complete autonomy and under process control. After the sintering operation, the part is ready for use, unless secondary operations that could be required, which we will describe below.
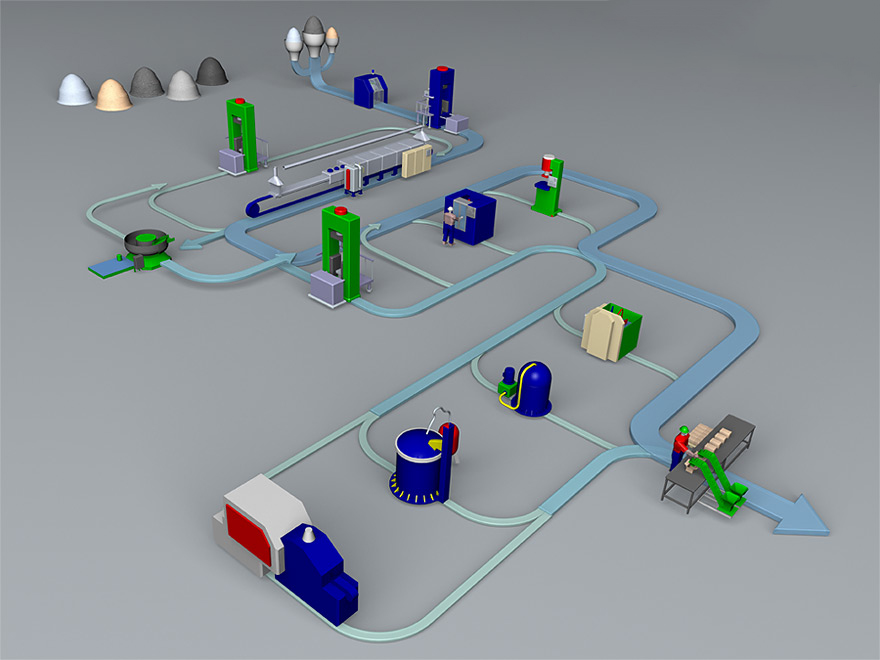
– Tumbling: This operation classified as secondary has the purpose of removing any burrs from previous operations, in some cases these burrs, as well as being aesthetically unpleasant, can be harmful for any future processes.
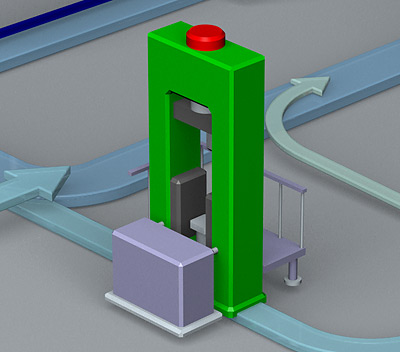
– Coining: This operation has the aim of increasing the precision of the component, in fact the part is forced into a mold similar to those that generated it. Due to the fact that the part is porous, it is possible to apply a negative volume variation (calibration). The main results of this operation are, precision also of the order of IT6-IT5, extremely shiny and low-roughness component surfaces. Correction of dimensional errors due to previous processes but it is difficult to correct position errors. .
– Machining: The sintered part like any other metal and not metal with suitable parameters can pass through all the material removal processes of conventional steels like turning, milling, threading, etc… To underline particular processes that on components such as gears have given surprising results in terms of increased fatigue resistance, such as surface rolling and shot peening.
– Joining processes : Forced assembly , Union in sintering or coosintering , Sinter-brazing , Projection and Ultrasonic welding
– Heat Treatment: As on conventional steels, also on sintered steels, compatibly with the carbon content and the percentages of alloying elements, it is possible to carry out generally known treatments: hardening, carburizing, carbon nitriding, induction hardening, etc. Special precautions must be taken during some treatments, due to the porosity and so should be compensate the greater diffusion of the elements present in the protective atmosphere.
– Vaporization (Steam Oxidation): This treatment is one of the most used and applied to sintered components. It consists in heating the component inside an oven up to a temperature between 450-550 ° C, and then letting the pieces flow by a stream of superheated steam at the same temperature as the pieces to be treated. Iron Fe, binds with the oxygen O2 present in the steam, forming the iron tetroxide i.e. Fe3O4 (magnetite), this oxide coating gives the component different properties:
- Having formed at a high temperature, it is a stable oxide at room temperature so it is an excellent protective against rust
- If the component was made with a suitable material, this oxide penetrates inside the piece, and grows inside the porosity, closing it. Piece impermeable especially to gases.
- It gives a significant increase in the mechanical resistance of the component, but makes it more fragile.
- The wear resistance of the part increases because closing the porosities the tribological surface is greater and because the oxide has a higher hardness than that of the base metal.
- It is often used as a base before performing other surface treatments, both galvanic and coatings of paints.
– Oil and Fluid impregnation: One of the undisputed advantages of sintered components, and one of its greatest weaknesses, is the presence of residual porosity of the component. It is an advantage when, for example, I need to make a self-lubricating component, the porosity can function as a lubricating oil reservoir, and release this in conditions of use (sintered self-lubricating bushings). It is a disadvantage when, for example, we need to make the component waterproof and sealed, in this case the impregnation generally takes place in resin which, once polymerized, occupies, if it has been done correctly, all the spaces left empty by the porosity preventing external agents from penetrating the component.
– Surface Coating: In general the same surface treatments as conventional components can be applied to sintered components.
Of particular interest and application we find:
- Galvanic treatments, such as zinc plating, chromium plating. coatings of Nikel, zinc, and tin.
- DACROMET, now replaced by GEOMET for environmental compatibility is a treatment of particular interest which confers resistance to corrosion with proven performance.
- Powder or liquid painting or Cataphoresis (preliminary vaporization treatment required).